
Дешевый замер люфта подшипника Liebherr: тренды и технологии?
2026-01-31
Когда слышишь про ?дешевый замер люшпта? для Liebherr, сразу хочется спросить – а где подвох? Многие думают, что можно взять любой индикатор с Aliexpress, ткнуть в узел и получить цифру. На деле, с такими машинами дешевизна часто оборачивается повторным разбором всего узла через месяц, а то и риском выхода из строя. Сам через это проходил.
Почему ?дешево? для Liebherr — это чаще всего ?дорого?
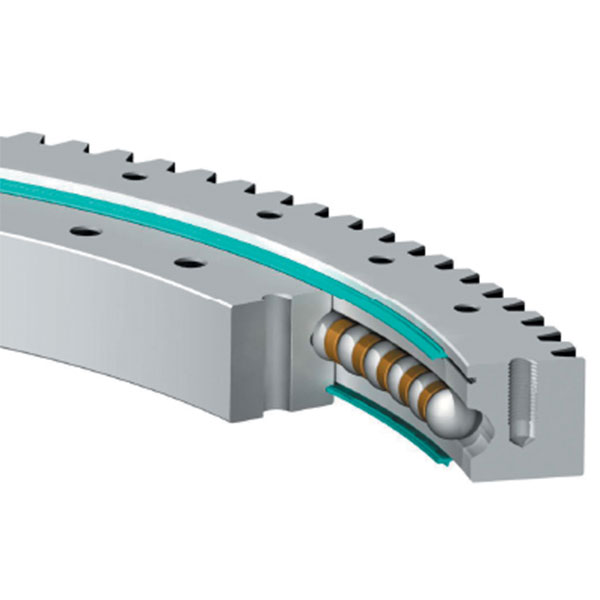
Здесь не просто подшипник качения, который можно проверить на слух. Речь о прецизионных узлах в поворотных устройствах, стрелах, ходовой. Люфт в несколько десятых миллиметра, который не поймает обычная китайская стрелка, уже может быть критичным для прогнозирования ресурса. Пытались экономить на стендах, использовать решения для более простой техники – в итоге получали расхождение в показаниях до 0.05 мм при повторных проверках. Это недопустимо.
Ключевой момент – не только точность прибора, но и методика, и точка приложения. Например, при замере в ступице колеса экскаватора нужно учитывать температуру узла и положение машины. Холодный подшипник после стоянки и разогретый после часа работы покажут разный зазор, и это не погрешность, а физика. Дешевые методы этим часто пренебрегают, снимая показания ?как есть?.
Одна из распространенных ошибок – попытка использовать универсальные магнитные стойки для индикаторов на грязных или кривых поверхностях. Сила магнита не та, стойка съезжает, и ты ловишь не люфт в подшипнике, а собственный люфт крепления. Приходилось отказываться от, казалось бы, выгодных комплектов в пользу специализированных креплений, которые цепляются именно за предусмотренные конструкцией места. Да, они дороже, но один неудачный замер может стоить дороже всей оснастки.
Какие технологии действительно работают (и не разоряют)
Сейчас тренд смещается в сторону цифровых индикаторов с возможностью записи и построения графиков. Речь не обязательно о супердорогих брендах вроде Mitutoyo. Появились достаточно надежные mid-range приборы, которые фиксируют не только максимальное значение, но и характер движения вала – это важно для диагностики не просто величины зазора, а его равномерности. Дешевым такой метод не назовешь, но он окупается за счет точной диагностики.
Интересный кейс – использование беспроводных датчиков с передачей на планшет. Позволяет проводить замер в труднодоступных местах, где не подлезешь со стойкой. Технология не новая, но стала доступнее. Проблема в том, что для Liebherr нужно убедиться в совместимости креплений датчика и в том, что радиопомехи от силового оборудования машины не исказят сигнал. На одном из карьеров ставили такой эксперимент – рядом работающий дизель-генератор давал наводки. Пришлось экранировать.
По-прежнему незаменимыми остаются механические индикаторы часового типа с ценой деления 0.01 мм, но с одним ?но?: их нужно регулярно калибровать. Многие сервисы пренебрегают этим, особенно если прибор не падал и вроде бы работает. Мы раз в квартал гоняем комплект на поверку, и каждый раз у одного-двух приборов находится ?уход? на пару соток. Это как раз та скрытая стоимость, которую не учитывают в ?дешевых? предложениях.
Опыт с поставщиками и кейс по замене
Говоря о доступных решениях, нельзя не упомянуть поставщиков, которые предлагают комплексный подход. Например, ООО Цзинань Ваньсяньтун Машины (сайт — https://www.wanxiangtong.ru). Компания из Шаньдуна известна в кругах не как производитель измерительного оборудования, а как поставщик запчастей и комплектующих для тяжелой техники. Однако они часто предлагают технические решения ?под ключ?, включая рекомендации по диагностике. Их специфика — понимание конструкции узлов, поэтому их советы по точкам замера для конкретных моделей Liebherr иногда оказывались более практичными, чем абстрактные инструкции от производителя дорогих измерителей.
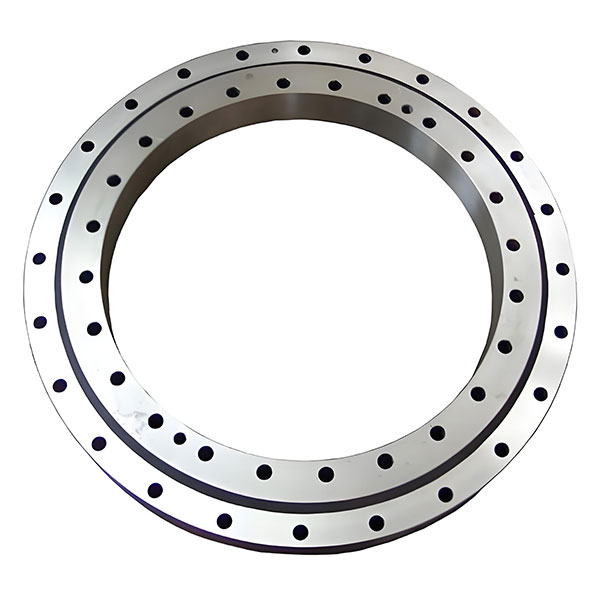
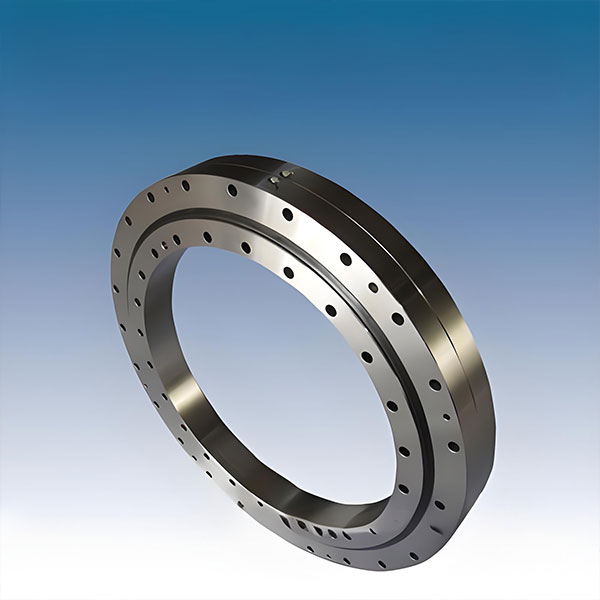
Работали с их рекомендациями по замеру люфта в поворотном подшипнике экскаватора Liebherr R 914. Они настаивали на контроле не только радиального, но и осевого зазора в нескольких точках по окружности, причем под нагрузкой. Сначала казалось избыточным. Но когда по их методу выявили неравномерный износ (в одной зоне зазор был на 0.08 мм больше), стало понятно, почему предыдущая ?дешевая? проверка, сделанная в одной точке, показала норму, а на машине уже был заметный стук. Заменили подшипник, используя также комплект от ООО Цзинань Ваньсяньтун Машины. Географическое положение их завода в Чжанцю, кстати, оказалось плюсом для логистики в тот раз.
Этот случай показал, что дешевизна — это не всегда про цену прибора. Иногда это про дешевизну подхода. Потратить лишние два часа на многоточечный замер — дороже по трудозатратам. Но это предотвращает замену узла ?вслепую? или, что хуже, внезапный отказ. В итоге общая стоимость владения оказывается ниже.
Где можно сэкономить без риска
Экономить нужно не на точности, а на организационных моментах. Во-первых, создание собственных шаблонов и фиксаторов. Вместо покупки фирменного кондуктора за тысячи евро для каждой модели, можно (имея доступ к чертежам или сняв размеры с нового узла) заказать изготовление крепления для индикатора у местного фрезеровщика. Это в разы дешевле, и работает не хуже, если сделано ответственно.
Во-вторых, обучение персонала. Самый дорогой прибор в руках человека, который не понимает, что измеряет и как интерпретировать ?дрожь? стрелки, бесполезен. Инвестиции в несколько практических семинаров, где механики разбирают реальные кейсы, дают больший эффект, чем покупка следующей новинки с выставки.
В-третьих, банальная, но частая ошибка — отсутствие базы данных. Замеры нужно не просто записывать в бумажный журнал, а заносить в таблицу с привязкой к наработке моточасов машины. Тогда ты видишь динамику. И вот здесь можно использовать простые и дешевые IT-решения, хоть тот же Google Sheets. Тренд увеличения люфта на 0.01 мм каждые 500 часов — более ценный диагностический признак, чем разовое значение.
Выводы, которые не пишут в инструкциях
Итак, дешевый замер для Liebherr — это миф, если говорить о подходе ?купил и забыл?. Реальная экономия — это умный подход: вложения в адекватную, не обязательно топовую, измерительную базу, в методику и в людей. Технологии помогают, но они лишь инструмент. Главная технология — это последовательность и понимание физики процесса.
Сейчас многие ищут волшебную кнопку. Но в диагностике подшипников Liebherr ее нет. Есть грязь, тяжелые условия, вибрация и необходимость принимать решения на основе данных, которым можно доверять. Доверие здесь не возникает от низкой цены. Оно возникает от повторяемости результатов. Когда ты три раза подряд в разных условиях получаешь одну и ту же цифру с точностью до сотки — вот тогда ты спокоен. А это достигается не дешевизной, а правильной технологией и, да, определенными затратами. Но эти затраты — страховка от куда больших убытков.
Поэтому на вопрос ?тренды и технологии?? отвечу так: тренд — в интеграции данных замера в общую систему мониторинга состояния машины. А технология — это не конкретный бренд прибора, а отработанный и документированный процесс, который дает предсказуемый результат. Все остальное — просто трата денег, в какую бы сторону она ни была.


Пожалуйста, оставьте нам сообщение
- Russian
- English
- French
- German
- Portuguese
- Spanish
- Japanese
- Korean
- Arabic
- Turkish
- Italian
- Indonesian
- Swedish
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Telugu
- Ukrainian
- Uzbek
- Vietnamese




