
Как Китай измеряет люфт подшипников Liebherr?
2026-01-05
Вопрос, который на первый взгляд кажется узкоспециальным, но на деле упирается в целый пласт практики. Многие сразу думают о сложных немецких инструкциях и уникальном инструменте, но реальность на китайских ремонтных площадках и в мастерских часто далека от этого идеала. Сразу скажу: единого ?китайского метода? нет, есть спектр подходов — от скрупулезного следования OEM-рекомендациям до адаптированных под реальные условия и доступность инструмента решений. И именно в этом спектре кроются все интересные детали, ошибки и находки.
От теории к цеху: что говорят мануалы и что видим мы
Если взять оригинальную документацию Liebherr, всё расписано четко: для конкретных моделей экскаваторов, кранов, например, для узлов поворота или стрелы, указаны номинальные и предельные значения радиального и осевого люфта. Акцент делается на использовании штангенциркулей, индикаторов часового типа (индикаторных головок) с магнитными стойками, специальных оправок. Теория требует чистоты, определённой температуры, почти лабораторных условий.
Однако на практике, особенно при плановом обслуживании или диагностике поломки в полевых условиях, доступ к идеальному инструменту есть не всегда. Часто вижу, как механики используют комбинацию методов. Скажем, для предварительной, грубой оценки того же подшипника качения в узле поворота экскаватора, могут использовать обычный ломик-фомку, чтобы почувствовать величину хода, и уже потом, если люфт вызывает подозрения, устанавливают индикатор для точного замера. Это не от незнания, а от прагматизма — время тоже деньги.
Ключевой момент, который многие упускают в теории: замер нужно проводить под нагрузкой, максимально приближенной к рабочей, или хотя бы понимать, как поведёт себя узел. Сухой замер на разобранном узле, но без имитации рабочего усилия, может дать обманчиво ?хороший? результат. Поэтому у опытных мастеров всегда есть свои эмпирические поправки, ?припуски? на то, как выбранный зазор ?сядет? в работе.
Инструмент: не только индикаторы
Да, индикатор часового типа — это стандарт. Но какой именно? Китайские производства, вроде ?Harbin Measuring & Cutting Tool? или ?Chengdu Tool Research Institute?, выпускают вполне достойные и, что важно, доступные по цене приборы. Их часто и используют. Проблема не в точности, а в методике крепления. Магнитная стойка — вещь хорошая, но на окрашенных или загрязнённых поверхностях корпуса подшипникового узла её сила может быть недостаточной, что приводит к ?провисанию? и погрешности замера.
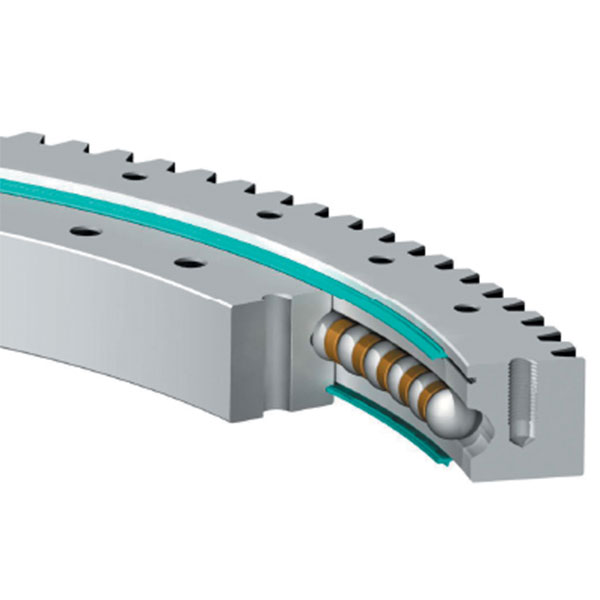
Отсюда рождаются кустарные, но эффективные решения: использование струбцин, самодельных кронштейнов, которые жёстко фиксируют ногу индикатора. Видел однажды, как для замера осевого люфта в опорно-поворотном устройстве крана Liebherr LTM, механик использовал два индикатора, установленных под 180 градусов друг к другу, чтобы исключить влияние перекоса. Это уже высокий уровень понимания процесса.
Ещё один момент — измерительные щупы (щуповые наборы). Их применение для контроля зазора в подшипниках скольжения (в тех же редукторах) более однозначно и регламентировано. Но и здесь есть нюанс: качество стальных щупов. Слишком жёсткие или, наоборот, мягкие щупы могут давать разницу в пару соток миллиметра, что уже критично. Поэтому серьёзные сервисы закупают проверенные бренды или калибруют наборы.
Контекст ремонта и доступ к запчастям
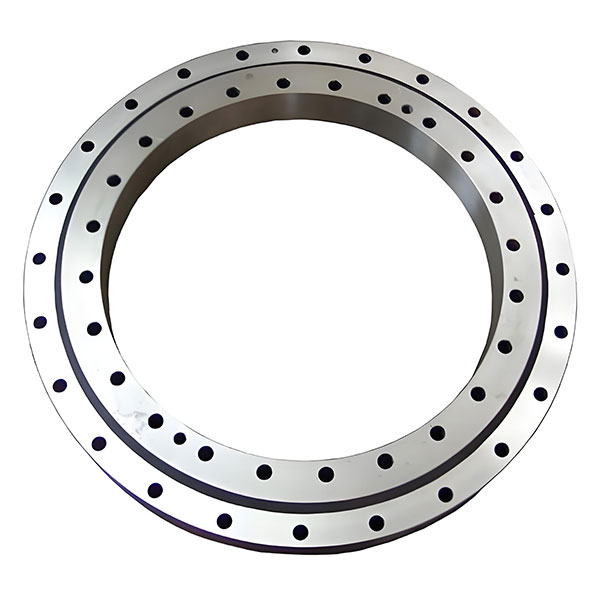
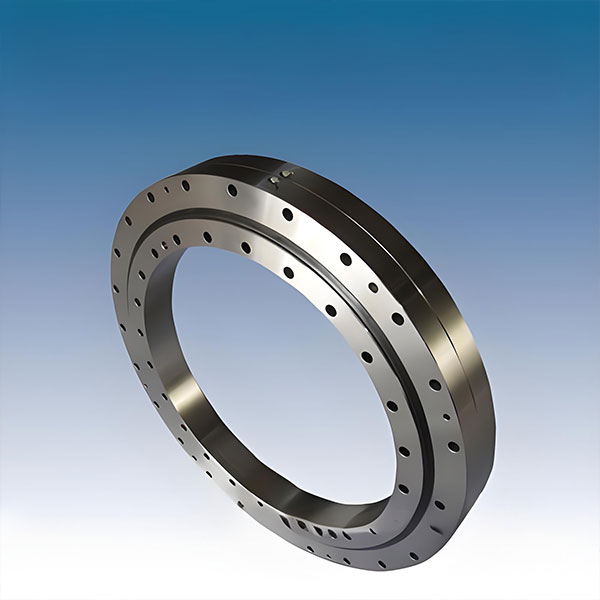
Вот где начинается самое интересное. Часто измерение люфта — это не первичная диагностика, а этап проверки уже после разборки узла или при установке новых компонентов. И здесь в игру входят альтернативные поставщики запчастей. К примеру, компания вроде ООО Цзинань Ваньсяньтун Машины (о которой можно подробнее узнать на https://www.wanxiangtong.ru), предлагающая компоненты для спецтехники, может поставлять и подшипниковые узлы, и отдельные подшипники качения для ремонта агрегатов Liebherr.
При установке неоригинального, но качественного компонента процесс измерения приобретает особую важность. Нужно не просто свериться с таблицей из мануала Liebherr, а понять, соответствует ли геометрия и допуски нового подшипника или сепаратора исходным параметрам. Иногда приходится делать замеры посадочных мест на валу и в корпусе самостоятельно, чтобы избежать неприятных сюрпризов после сборки.
Помню случай с редуктором хода на одном старом экскаваторе. После установки комплекта подшипников от стороннего поставщика, замеренный по всем правилам люфт был в норме. Но при пробном запуске появился характерный шум. Оказалось, проблема была не в радиальном, а в осевом зазоре, который при сборке ?выбрался? из-за небольшого отклонения в толщине одного из упорных колец. Пришлось разбирать и подбирать регулировочную шайбу. Это тот самый опыт, который не найдёшь в мануале.
Культура документирования и передача опыта
На крупных официальных сервисных станциях, которые работают с Liebherr, результаты замеров, как правило, заносятся в диагностическую карту, часто с приложением фотографий или даже простых схем, где отмечены точки установки индикатора. Это правильно и профессионально.
Но в обширном сегменте независимых мастерских и ремонтных бригад в Китае информация часто передаётся устно или в виде кратких записей в блокноте. ?На этой модели, если люфт подшипника в шарнире стрелы больше 1.2 мм, уже нужно смотреть на втулки и вал? — вот типичная форма знания. Это создаёт риск потери преемственности. Сейчас, однако, тенденция меняется. Всё больше компаний, включая и упомянутую ООО Цзинань Ваньсяньтун Машины, расположенную в Чжанцю, провинция Шаньдун, понимают, что качественный ремонт — это ещё и качественная документация, и начинают структурировать эти данные для своих клиентов.
Крайне важным считаю момент обучения молодых механиков. Показать, как правильно ?настроить ноль? на индикаторе, как минимизировать параллакс при считывании показаний, как отличить допустимый рабочий люфт от начинающегося разбивания по характерному ?двойному? щелчку — это и есть ремесло. Без этого даже самый точный инструмент бесполезен.
Вместо заключения: практический алгоритм
Итак, если обобщить мой опыт наблюдений, типичный процесс на многих китайских предприятиях выглядит так. Сначала — визуальный и тактильный осмотр, попытка раскачать узел вручную или ломиком. Если есть основания для детальной проверки — готовится измерительный инструмент. Индикатор жёстко крепится к неподвижной части конструкции, его щуп выставляется строго перпендикулярно или вдоль оси измеряемого перемещения.
Далее — самое важное. Усилие приложения должно быть воспроизводимым. Часто используют динамометрический ключ с определённым моментом для проворота вала или стандартный рычаг определённой длины. Делается несколько замеров в разных положениях (поворачивая вал на 90, 180 градусов), чтобы выявить эллипсность или местный износ. Полученные значения сравниваются не только с паспортным пределом, но и с предыдущими записями по этой машине, если они есть.
И финальный, решающий шаг — интерпретация. Большой, но равномерный люфт может говорить о естественном износе. Неравномерный или сопровождающийся заеданиями — о деформациях, выработке посадочных мест, проблемах с сепаратором. Именно здесь и решается, потребуется ли регулировка, замена одного подшипника качения или всего узла в сборе. И ответ на этот вопрос рождается не из таблицы, а из совокупности замера, опыта и понимания того, как работает эта конкретная машина. В этом, пожалуй, и есть главный ?китайский метод? — гибкое применение принципов к реальным условиям работы.


Пожалуйста, оставьте нам сообщение
- Russian
- English
- French
- German
- Portuguese
- Spanish
- Japanese
- Korean
- Arabic
- Turkish
- Italian
- Indonesian
- Swedish
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Telugu
- Ukrainian
- Uzbek
- Vietnamese




